|
|
The goal
was to design a fixture which
could hold multiple 5/8" x
1" x 0.350" Bison Horn
Pieces for machining into tuner
button blanks on a table top CNC
milling machine.
|
|
|
|
|
|
|
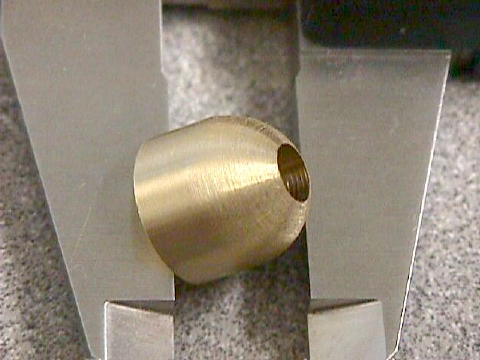
Here you
can see a completed tuner button
which has been shaped from
fossil ivory material |
|
|
|
|
|
 |
|

|
| I like to include a
caliper or other item in my
pictures to show the size of the
items being machined. |
|
|
|
|
|
|
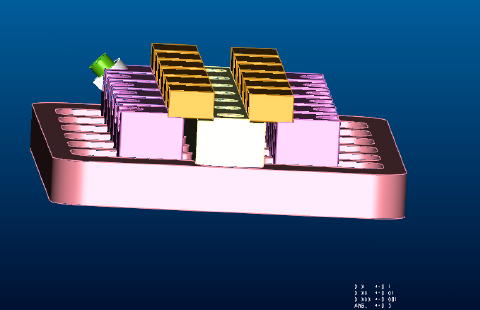
| Here is the solid model
of the fixture design I came up
with using the student version of
Pro Engineer. |
|
|
|
|
|
 |
|

|
| This is a close up of
the vise like jaws which will hold
0.050" of the bottom of the
stock. |
|
|
|
|
|
|
|
|
|
|
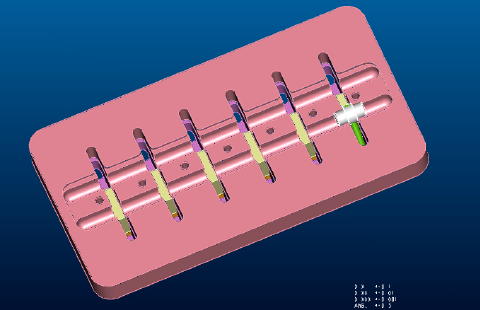
| Bottom view of the
fixture. |
|
|
|
|
|
|
This is
the Convex space which supports
the 10-32 socket head cap screw
in the moveable jaw. |
|
|
|
|
|
 |
|

|
| Another view of the
convex spacer |
|
|
|
|
|
|
Here you
can see the actual fixture which
has been machined and test fit
together. |
|
|
|
|
|
 |
|

|
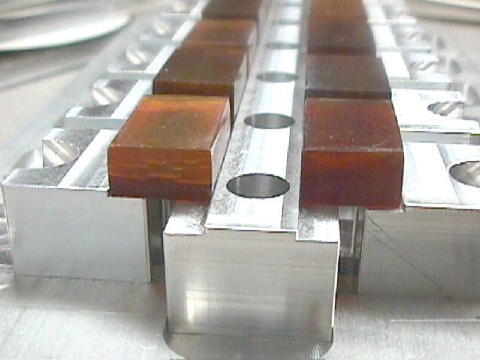
| Close up of the jaws on
the fixture. |
|
|
|
|
|
|
|
This is a
close up of the vise like jaws
holding 0.050" of the
bottom of the bison stock. |
|
|
|
|
|
 |
|

|
| Here the fixture is
completely assembles and the stock
clamped into position for
machining. |
|
|
|
|
|
|
Another
view of the actual fixture and
stock ready for machining |
|
|
|
|
|
 |
|

|
| Here is the bottom of
the fixture showing the nut parts. |
|
|
|
|
|
|
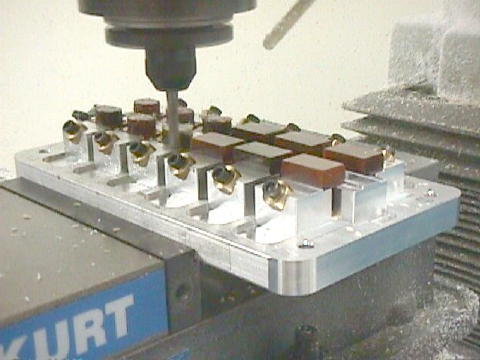
This is
the first set of parts being
test cut. I am cutting to a
depth of 0.280" in 3 passes
with a 0.010" finish cut. |
|
|
|
|
|
 |
|
|
|
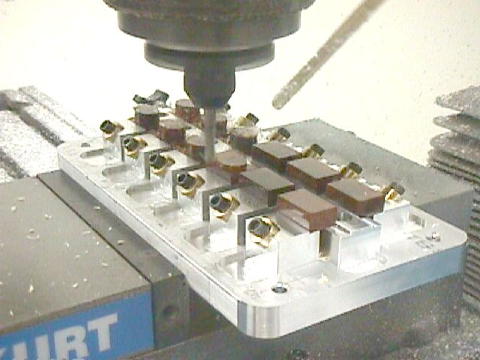
Another
view of the first set of parts
being test cut. |
|
|
|
|
|
|
|
Another
view of the first set of parts
being test cut. This operation
took about 8 minutes to complete
and resulted in 12 good parts. |
|
|
|
|
|
 |
|

|
|
In an
effort to try and speed the
process up, I tried a full depth
roughing cut with a 0.010 finish
cut. I feel that if the rough
stock had parallel sides I could
get a better grip on the parts and
this would cut the time in half (4
minutes).
|
|
I feel that
without changing the quality of the
stock that it will be possible to
significantly decrease the cycle
time by raising the spindle speed
and reducing the number of cuts to
depth. This should get us in the 5
minute time frame or less than 30
seconds per part.
|
|
|
|
|
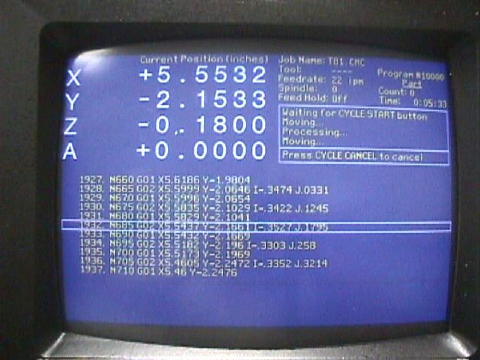
Screen
shot of the mill used for the
test cuts. |
|
|
|
|
|
 |
|