|
|
0.030"
Card Stock
|
|
The
goal was to produce a fixture
that could be used to fixture
some thin card stock and allow
the thickness to be changed
from 0.030" to
0.027", 0.026" and
0.025" Plus or minus a
few tenths.
|
|
|
|
|
|
|

|
| Vacuum Fixture Assembly Bottom |
|
|
|
|
|
|
Vacuum Fixture
Assembly Wire Frame |
|
|
|
|
|
 |
|
|
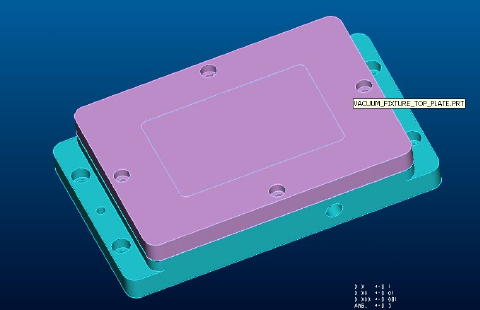
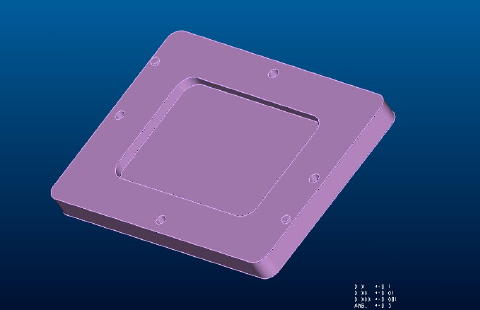
| Vacuum Fixture Top |
 The
top pocket for the stock was
milled after the fixture was
machined and setup on the mill
where the job would be
run. The
top pocket for the stock was
milled after the fixture was
machined and setup on the mill
where the job would be
run. |
|
|
|
|
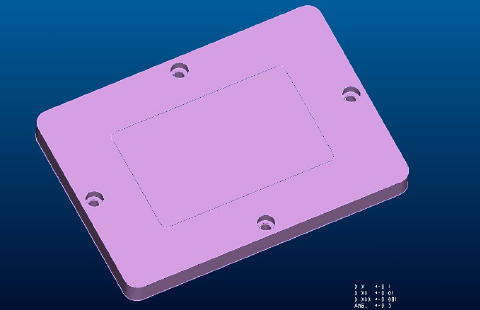
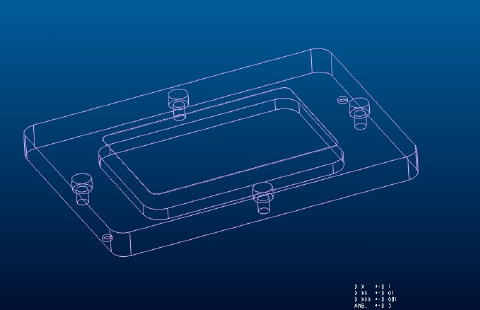
Vacuum Fixture
Top (Bottom View) |
In
this view you can see the offset
alignment pins which were
interpolated from the surface of
the part which mate with the base.
|
The hole
pattern was machined from
this side of the part. It
was just faster easier to
add the hole pattern in the
CAM program than in the
modeling system and that is
why you don't see the holes
in the model.
|
|
|
 |
|
|
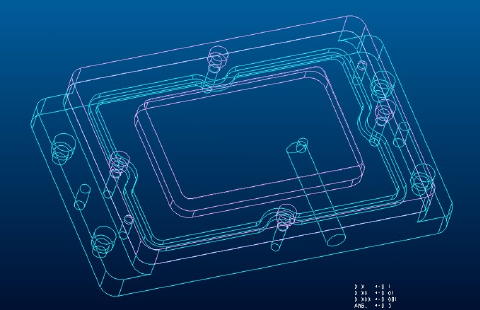
| Vacuum Fixture Top Wire
Frame |
|
|
|
|
|
|
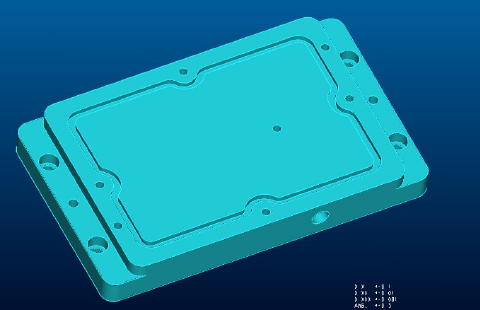
Vacuum Fixture Base |
In the base,
you can see the counter bored
holes for the screws that attach
it to the fixture plate on the
mill. The holes in between the
mounting holes are reamed to
assure repeatable alignment on the
mill.
|
The grove
around the base accepts a
round sponge rubber sealing
gasket material I found in
the Mc Master Carr catalog.
|
The
fixture is can be re-used by
simply machining a new top
plate. Notice the offset
alignment pin holes which
insure that the top plate
can be re attached in the
same location when switching
setups.
|
|
 |
|
|
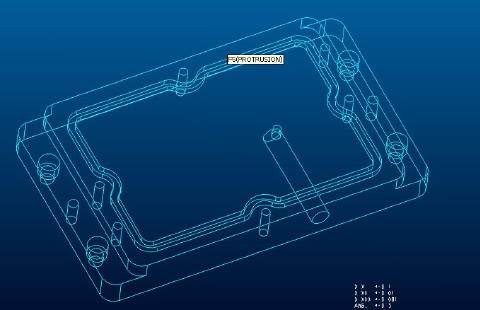
| Vacuum Fixture Base Wire
Frame |
|
|
|
|
|
|
|
|
|
|
|
|
|
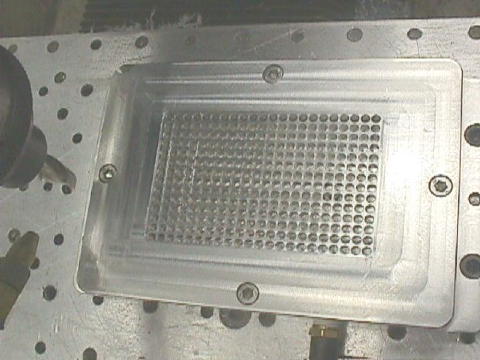
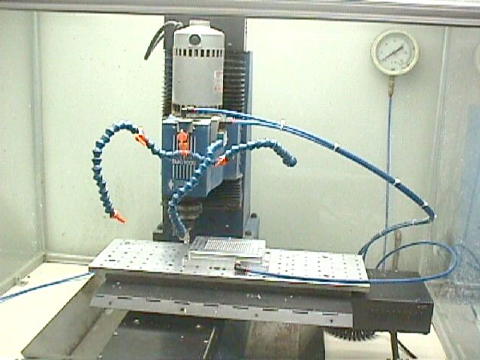
| Fixture On Machine 4 |
The
mill is already setup with a
pneumatic vacuum generator,
numerous solenoid valves which can
be controlled via M-Codes
and a vacuum switch which is
monitored via an M-Function to
ensure that the part being clamped
has reached a vacuum level which
will securely clamp the part.
|
In the end we machined over
100 pcs of card stock and was able
to hold adequate tolerance for the
job.
|
|
|
|